Паяние
Расстановка ударений: Пая`ние
Паяние. В домашних условиях гл. обр. приходится паять предметы хозяйственного обихода из стали и медных сплавов (бронзы или латуни). Присадочным материалом при паянии металлических изделий служат оловянно-свинцовые припои с температурой плавления 180 - 280°С; они поступают в продажу в виде прутков.
Назначение припоев. ПОС 90 - для паяния внутренних швов пищевой посуды (электрочайники, кастрюли и т. п.); ПОС 40 - паяние латуни, стали и медных проводов; ПОС 30 - паяние латуни, меди, стали, цинковых и оцинкованных листов, белой жести, приборов радиоаппаратуры, гибких шлангов; ПОС 18 (заменитель припоя ПОС 40) - паяние свинца, стали, латуни, меди, оцинкованного железа.
Большое значение при пайке имеет флюс (паяльная жидкость), служащий для растворения окислов и защиты от окисления нагретых поверхностей. В обиходе обычно используют насыщенный раствор цинка в соляной кислоте, нашатырь (при пайке радиотехнических деталей его лучше не применять), канифоль и её 30 - 40-процентный раствор в винном спирте. Перед пайкой необходимо залудить паяльник. Для этого необходимо очистить жало паяльника с помощью напильника или шлифовальной шкурки, нагреть, коснуться флюса (окунуть в него), тут же приложить к припою и держать, пока припой не начнёт плавиться. Эту процедуру повторяют несколько раз, пока припой не покроет рабочую поверхность паяльника. Спаиваемые поверхности очищают от грязи и окислов напильником или шлифовальной шкуркой, наносят на эти поверхности тонкий слой флюса. Нагретым залужённым паяльником набирают припой, переносят его на место пайки и распределяют ровным слоем. При пайке больших поверхностей эту процедуру повторяют несколько раз или поступают по-другому: мелкие кусочки припоя равномерно раскладывают по месту соединения, а затем расплавляют (рекомендуется поверхность и паяльник периодически обрабатывать флюсом). При пайке нужно следить за степенью нагрева поверхностей и паяльника. Сильно нагретый паяльник плохо удерживает припой.
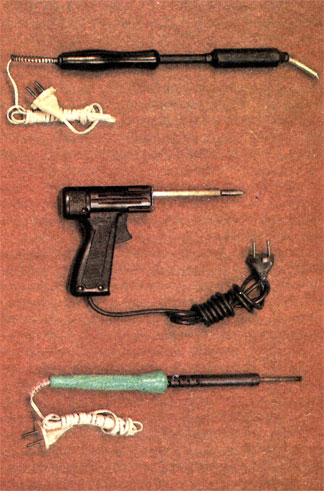
Электропаяльники (сверху вниз): мощный 90 Вт; с форсированием нагрева; обычный 50 Вт
Если же в процессе пайки спаиваемые поверхности были нагреты слабо, спай будет ненадёжным. Особенно надо быть аккуратным при пайке радиотехнических (гл. обр. полупроводниковых) деталей, поскольку даже незначительный перегрев может привести к выходу их из строя. Такие детали следует паять мягкими (с низкой температурой плавления) припоями и ограниченное время (как правило, 3 - 5 секунд). Вообще же полупроводниковые детали рекомендуется паять электрическим паяльником мощностью не более 40 Вт, питающимся напряжением не более 40 В. При использовании паяльников с питанием от сети 127 или 220 В незначительное нарушение электрической изоляции, неопасное для человека, может привести к электрическому пробою (и выходу из строя) детали.
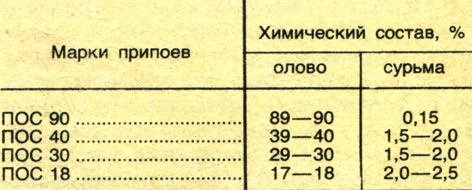
( Примечание: остальное составляет свинец.)
Когда место спайки остынет, его следует очистить от остатков флюса (особенно тщательно, если флюс содержит кислоту; это необязательно при использовании в качестве флюса канифоли и т. н. бескислотных флюсов) и при необходимости заровнять, например напильником.
Источники:
- Краткая энциклопедия домашнего хозяйства./Глав. ред. И. М. Терехов - М.: Советская энциклопедия, 1984. - 576 с. с ил.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://uyut-v-dome.ru/ 'Уют в доме - домоводство'